
Tel: +86-0755-29898410
+86-0755-29898460
Email: fiona@xaori.net
Add: Kunhong Building, No. 38, Xinhe Avenue, Xinqiao Community, Shajing Street, Baoan District, Shenzhen, Guangdong, China
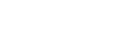
In the realm of modern automation and smart manufacturing, precise detection and reliable control are the engines that power productivity. The keyword here is Photoelectric Sensor, a compact yet highly capable sensing solution that uses light to detect presence, distance, or changes in the environment. Whether you’re upgrading a packaging line, optimizing material handling, or enabling safer autonomous systems, a well-chosen Photoelectric Sensor delivers fast, non-contact sensing with exceptional accuracy and versatility that empower engineers to design safer, more efficient processes.
A Photoelectric Sensor embodies the core benefits of modern sensing technology. By emitting light and detecting reflections or interruptions, these sensors operate without physical contact, reducing wear and tear on delicate parts. They excel in fast-paced environments, performing reliably under dust, smoke, or variable lighting where traditional contact sensors may struggle. For system integrators and operators, this translates into longer service intervals, reduced maintenance, and smoother throughput across the production line.

Material science and workmanship are foundational to the reliability of Photoelectric Sensor products. High-quality optical components, robust housings, and scalable sensing ranges ensure consistent performance across temperature fluctuations and challenging industrial conditions. Advanced optics minimize drift and false positives, while rugged enclosures protect sensitive electronics from moisture, vibration, and chemical exposure. Meticulous assembly and rigorous testing translate into dependable sensing that customers can trust in mission-critical applications.
Quality assurance is the heartbeat of any successful Photoelectric Sensor program. Each unit undergoes comprehensive testing to verify sensing accuracy, repeatability, and response time. Calibration routines account for ambient light, target color, and surface texture, delivering stable performance across shifts and operators. This disciplined approach reduces downtime, minimizes calibration drift, and provides traceable quality data that supports compliance and supplier reliability.
The applications for Photoelectric Sensor span a broad spectrum. In packaging and bottling lines, they detect product presence and position with high speed and precision. In factory automation and robotics, they enable safe pick-and-place, breadth-wise obstacle detection, and end-of-arm tooling alignment. In material handling, they monitor conveyor status and detect jams, contributing to safer, more efficient operations. Across industries, Photoelectric Sensor helps teams design scalable automation with confidence, speed, and reliability.
Efficiency and adaptability define modern sensing strategies. Flexible mounting options, multiple sensing modalities (through-beam, retro-reflective, diffuse), and adjustable sensitivity allow rapid adaptation to different product geometries and line speeds. A well-planned Photoelectric Sensor deployment supports lean manufacturing, faster changeovers, and more consistent quality across product families, boosting overall equipment effectiveness (OEE).
Sustainability considerations are increasingly important in industrial sensing. By enabling precise detection with minimal energy consumption and reducing waste through accurate process control, Photoelectric Sensor solutions align with corporate environmental goals. Durable components and long service life further extend the value of a sensing system, delivering ongoing reliability while supporting sustainable operations.
Collaboration and clear communication drive successful outcomes. When designers, integrators, and operators align on sensing requirements, environmental conditions, and interfacing standards, they translate concepts into reliable, production-ready solutions. Clear documentation, application notes, and dependable after-sales support build trust and ensure a smooth journey from concept to deployment. With a Photoelectric Sensor, you gain a trusted partner capable of elevating precision, safeguarding processes, and delivering dependable performance that customers rely on daily.
The future of Photoelectric Sensor is bright, shaped by advances in laser technology, high-range sensing, and intelligent diagnostics. As manufacturing and logistics demand greater automation, improvements in sensitivity, ambient-light immunity, and compact form factors will push performance even higher. Embracing these developments helps brands stay competitive, deliver flawless operations, and foster lasting loyalty among customers and partners.
If you’re seeking a practical, scalable path to smarter automation and higher efficiency, a well-specified Photoelectric Sensor offers a proven route to success. It’s more than a sensor—it’s a strategic enabler of reliability, productivity, and growth that supports your daily operations and long-term goals.








 WhatsApp
WhatsApp Phone
Phone E-mail
E-mail Message
Message